To achieve our country‘s carbon peak before year 2030 and carbon neutral before year 2060 is the very cogitative and important strategy decisions which made by CPC Central Committee; It is related to national constant development and to build a community with a shared future for mankind. In China, energy consuming, especially fossil energy is the main root for carbon dioxide emissions, thus Industrial energy-saving is the key support for realizing carbon peak and carbon neutral. To realize carbon peak and carbon neutral, we should constantly regard energy conservation as the priority, sufficiently play the original controller roll of energy conservation, achieving the carbon peak with relatively low peak level. We should also try to promote our national energy-saving efficiency level to be one of the best in the world or even the most advanced in the whole wide world, as well as forming the effective carbon emission control valve.
It has always been the case that industry field, petrochemical and chemical industry consumed energy the most, which takes around 15% of national energy consumption and around 25% of industrial energy consumption. National Development and Reform Commission has pointed out in the report, saying that we should reinforce the way of energy-saving and carbon reduction, set up some research on technology of energy-saving and carbon reduction. We should also speed up expanding the highly efficient energy conservation equipment, have the outdated and low effective equipment obsolete, drive the advanced energy conservation product and standard business mode, contribute Chinese wisdom and solutions to promoting the world ability toward to climate change as well as energy efficiency. At present, based on APUMP many years design and successful project experience, following energy conservation strategies have been taken by our chemical industry.
One. New Technology and New Equipment Application
Advanced production process and energy conservation equipment are the important method for chemical industry to save the energy and reduce energy consumption. Taking the advanced technology can optimize the total process energy consumption, which include in using the energy conservation type of flow; optimizing procedure parameter like conversion rate, reflux ratio, recycle ratio and etc.; increasing the operation flexibility of the equipment; improving the reflection operation conditions; decreasing the energy conservation. Achieving the energy conversion and consumption reduction from origin by taking the efficient fractionator, heat exchanger, vacuum system or some other equipment which can mass transfer, heat transfer, rotating and etc.
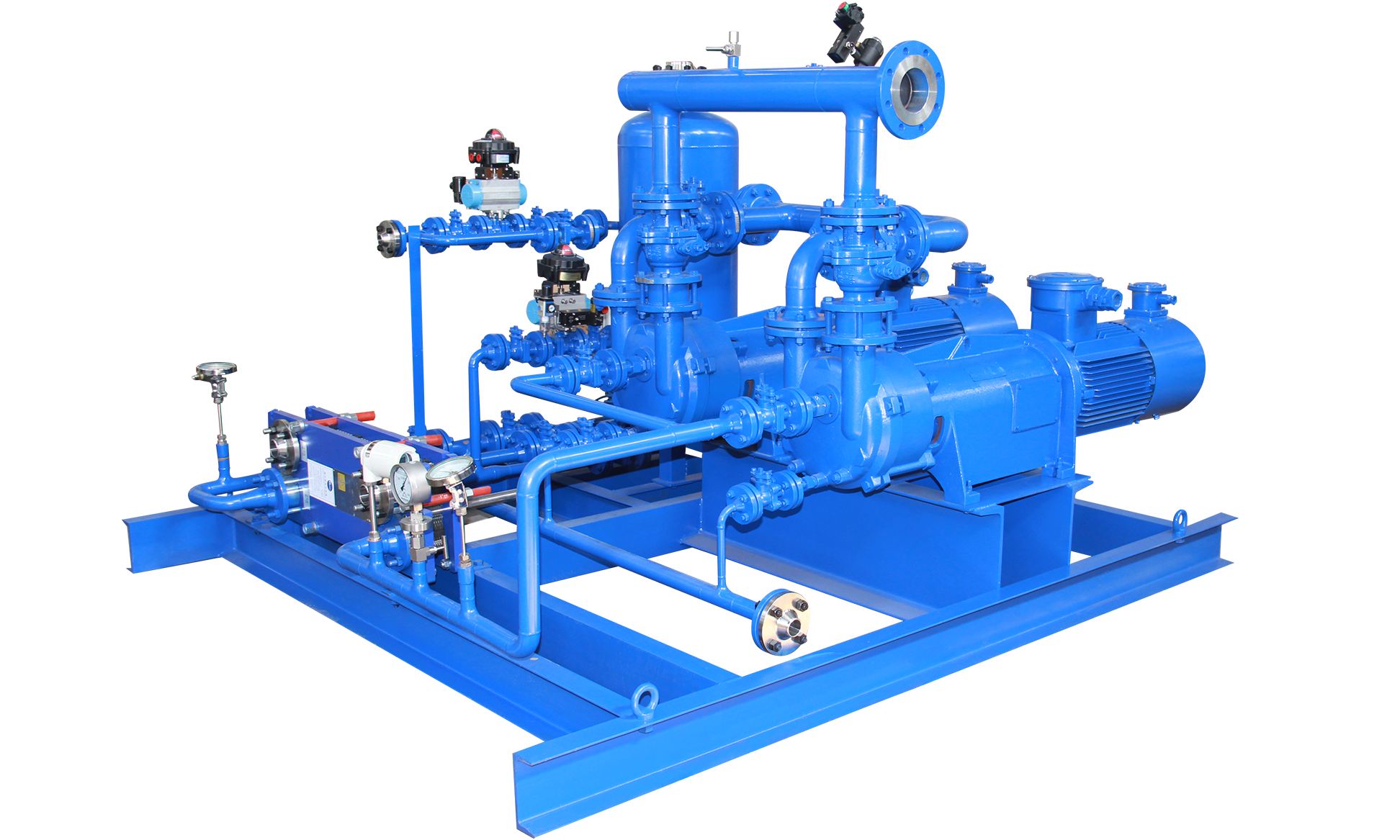
For example, many factories still adapt steam injector, water injector or liquid ring vacuum system in vacuum system. While drying vacuum pump can get the high pure chemicals with the advantage of efficient energy, no use of steam, no use of sewage and some other technologies, as well as via front and back of the vacuum pump cooling system design. If adapt steam injector to recycle the chemicals, further rectification will be needed, as a result system energy conservation will increase accordingly.
APUMP has carried out the design and practice of steam spray, liquid ring to dry vacuum system in many fields such as cyclohexanone, methionine, MMA, aramid fiber, maleic anhydride, ABS, polyether, etc. According to the characteristics of vacuum system and its components, APUMP carried out strict calculation and matching design of process system, and achieved significant energy-saving and emission reduction benefits. Take the energy-saving effect of changing steam spray of cyclohexanone refining vacuum system to dry vacuum system as an example, as for a 100kt/a cyclohexanone vacuum system, the steam consumption of recycling cyclohexanone and other chemicals by steaming and dehydration from steam spray system is about 6.6T/h; It will consume 53000 tons steam per year if 8000 hours working time per year. It will produce about 53000 tons waste water after steam condensation. However, the installed power is 100Kw and operating power is 70-80Kw by adopting drying vacuum system.
Regardless of the energy conservation for disposing waste water, steam consumes standard coal of 4772 tons per year for steam spray system, however it consumes electricity of about 640,000 KW per year and only about 77 tons standard coal per year for dry vacuum system. It saves 4696 standard coals by adapting drying vacuum system, which can reduce 11740 tons carbon dioxide emission if one ton of standard coal produce 2.5 tons of carbon dioxide. In recent years, the dimension of cyclohexanone production continually expands and our national production amount has reached about 5millions; we will save standard coal about 234804 tons per year and reduce the emission of coal about 587010 tons per year if we all use drying vacuum system, which has significant meaning to carbon peak.
If we spread the successful experience of changing steam spray of cyclohexanone refining vacuum system to drying vacuum on petrochemical, chemical engineering, refining chemical engineering, new materials and other fields, we will predict huge efficiency of energy-saving and carbon emission reduction, and it will also have a significant economic profit for enterprises.

Two. Comprehensive Utilization of Energy
There are several kinds of energies used in chemical enterprises which with different grades, also with both absorbing heat and releasing heat during the working process. It efficiently unitized the energy of the system by efficiently combining fuel, steam, electricity, mechanical which are heavily used in production with flammable gas, reaction heat and many kinds of surplus energies which are released in production. Around 80% of total heat energy consumed by chemical enterprise will be released with low-level heat energy after all. Thus, the efficiency use of low-level heat energy is the key of improving the chemical energy utilization rate.
Our project team have optimized the energy-saving design for solvent recovery department of one Jiangsu Polymer Material Enterprise whose yearly production is 180000 tons. The way of optimizing heat exchanger network by adopting Pinch analysis and optimizing cascade utilization mode by using waste heat to produce steam and iced water, saved 240000 tons steam per year, lowered the standard coal consumption 22000 per year, reduced carbon emissions 55000 per year, achieved reduction of about 8% comprehensive energy consumption, which brought outstanding economic and environmental benefits.

Three. Descaling, Anticorrosion and Insulation
It is very easy to have the scaling on the continually operated heat exchanger machine in chemical industry, which lower the heat exchange efficiency. Thus, workers need take the cleaning way of chemical or mechanical to remove the scaling. It is also an easy and simple way to use antiscalant material to preventing the descaling or slow down the descaling speed.
Four. Reduce the Motive Power Consumption
Motive power consumption is the general part of chemical enterprise consumption which includes the electricity and steam consumption. We can adopt invertor speed technique of motor to lower the motive power. Base on the situation that the equipment load rate is relatively low in many chemical enterprises, adopting invertor speed technique of motor is the best way to save energy. We also optimized the heating supplier system, generated the equipment properly and optimized matching the cold and heating logistics in a relatively big range, so as to make the most optimization use of the energy. Generally speaking, to meet the system in a normal working mode, the process condition of design and actual operation parameter ratio are stricter, equipment design is also more than enough, as a result, the efficiency during the actual operation process is lower and the energy consumption increased.
For instance, compared vacuum system design condition to actual operation working situation, vacuum degree design is higher than the operation condition, gas amount design is also higher than the operation gas amount, thus to avoid redundancy design during the operation process will reduce the energy consumption. For example, it is not only satisfying stricter design condition but also lower the energy consumption in actual operation process. According to APUMP process and vacuum system design as well as project working experience, it will save about 10-40% of the energy consumption by take the invertor system. Even though the use of invertor motor increased the investment into equipment and control points, it has outstanding energy-saving effect and has the value of expanding.
Are you looking for reliable vacuum system solution?






Company address: No. 67, Feiying Road, Binjiang Development Zone, Jiangning District, Nanjing
Tel: 025-86211588
Enterprise Email: apump@apump.com.cn
400-888-6662
©2021 Nanjing Vacuum Pump Factory Co., Ltd. Recordation number: Su ICP No. 2022028646-1